الرجاء الضغط هنا انقر هنا لمشاهدة الفيديو:
https://www.youtube.com/shorts/9aEUcIyW3cU
سير العمل:
نوع اللوحة:
سُمك المادة (سُمك الجدار): 2.3-3.0 مم، السُمك الشائع: 2.7 مم


مادة:
مكونات الآلات
| الرقم التسلسلي | اسم المنتج | وحدة | الكمية | ملاحظات |
|---|---|---|---|---|
| 1 | فك اللفائف | تعيين | 1 | جهاز فك اللفائف الهيدروليكي سعة 3 أطنان |
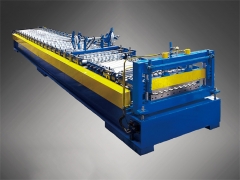
| 2 | آلة التشكيل الرئيسية | تعيين | 1 | يشمل ذلك المخفض، وعلبة التروس، وآلية التوجيه، وآلية تشكيل الدرفلة على البارد |
| 3 | جهاز القص | تعيين | 1 | يشمل وظائف القطع، والتخديد، وتشكيل العنق، ووظيفة العد، ومقبض ضبط قضيب التثبيت |
| 4 | جهاز التغذية | تعيين | 2 | وحدة تغذية واحدة تعمل بالطاقة تشغل وحدة تغذية واحدة لا تعمل بالطاقة، مع سرعة تغذية قابلة للتعديل |
| 5 | قادوس تجميع قضبان التثبيت | تعيين | 1 | لوضع قضبان التثبيت المقطوعة الزائدة |
| 6 | نظام المحطة الهيدروليكية | تعيين | 1 | مزودة بمحرك بقوة 7.5 كيلوواط ومضخة مكبسية بقوة 25 ميجا باسكال |
| 7 | نظام التحكم PLC | تعيين | 1 |
يتكون من وحدة تحكم منطقية قابلة للبرمجة (PLC)، وشاشة لمس، ومحول تردد، ومكونات كهربائية أخرى؛ ويمكن تثبيت جميع المكونات على منصة Codesys.
|
| 8 | ذراع روبوتية ذات دعامة جسرية (ذراع مزدوجة) | تعيين | 1 | يقوم الذراع الآلي الأول بالتقاط قضبان التثبيت بدقة من وحدة التغذية ووضعها في الموضع المخصص لها على طاولة تجميع الحلقات؛ وبعد تجميع الحلقات، يقوم الذراع الآلي الثاني بالتقاط قضبان التثبيت مع الحلقات المُجمّعة ووضعها في محطتي اللحام الأولى والثانية على التوالي. يعمل كل ذراع آلي ذهابًا وإيابًا بشكل مستقل مع إمكانية ضبط السرعة والمسافة المتحركة في الاتجاهات الأربعة: اليسار واليمين والأعلى والأسفل. |
| 9 | طاولة عمل تجميع الحلقات | تعيين | 1 | يتكون من دعامة تجميع حلقية وأسطوانة هواء، وهو مناسب لوضع قضبان التثبيت التي يتراوح طولها بين 1.5 و3 أمتار. |
| 10 | آلة تصنيع الحلقات الهيدروليكية | تعيين | 1 | قادرة على صنع حلقات من أسلاك الفولاذ بقطر 8 مم؛ يجب أن يكون سلك الفولاذ المستخدم في صنع الحلقات سلكًا مسحوبًا على البارد (دائرة مثالية) مع خطأ في القطر أقل من 0.02 مم (2 ميل). |
| 11 | قوالب آلة صنع الخواتم | تعيين | 6 |
قوالب لأسلاك بقطر 8 مم، المواصفات كالتالي:
|
| 12 | ماكينة لحام الحلقات | تعيين | 1 | ماكينة لحام حلقي أوتوماتيكية مزودة بمحطتين A و B |
| 13 | قادوس تجميع المنتج النهائي | تعيين | 1 | لوضع قضبان التثبيت النهائية |
| 14 | ظرف تغيير سريع لماكينة التشكيل الرئيسية | تعيين | 5 |
بما في ذلك قوالب تشكيل اللفائف لقطاعات 39 مم، 40 مم، 43 مم، 44 مم، 47 مم و 48 مم، مع 6 أنواع من الظروف في المجموع.
|
المتطلبات الفنية الرئيسية
يمكن لهذه الآلة إنتاج مسامير تثبيت منقسمة بستة مواصفات بأقطار 39 مم، 40 مم، 43 مم، 44 مم، 47 مم و 48 مم، مع إنتاج حوالي 2500 مسمار تثبيت جاهز في 8 ساعات.
آلة تثبيت البراغي الأوتوماتيكية المتكاملة هي معدات إنتاج آلية تجمع بين تشكيل براغي التثبيت، وتشكيل العنق، وصنع الحلقات، والقطع، واللحام. تتميز هذه الآلة بأتمتة عالية، وسهولة التشغيل، وكفاءة إنتاجية عالية. يتفوق أداؤها وإنتاجها على مستوى خطوط الإنتاج الحالية، حيث تعمل كل وحدة بشكل موثوق وبمعدل أعطال منخفض. عند استخدام فولاذ شرائط مدلفن على البارد بقوة شد تزيد عن 550 ميجا باسكال، يكون الحد الأقصى للإنتاج هو
4.5 ± 1 قطعة في الدقيقة
مسامير تثبيت مجموعة منفصلة تتوافق مع معيار MT 285-1992، بمواصفات MF39/40/43/47/48×1800-2400 مم، والطول قابل للتعديل.
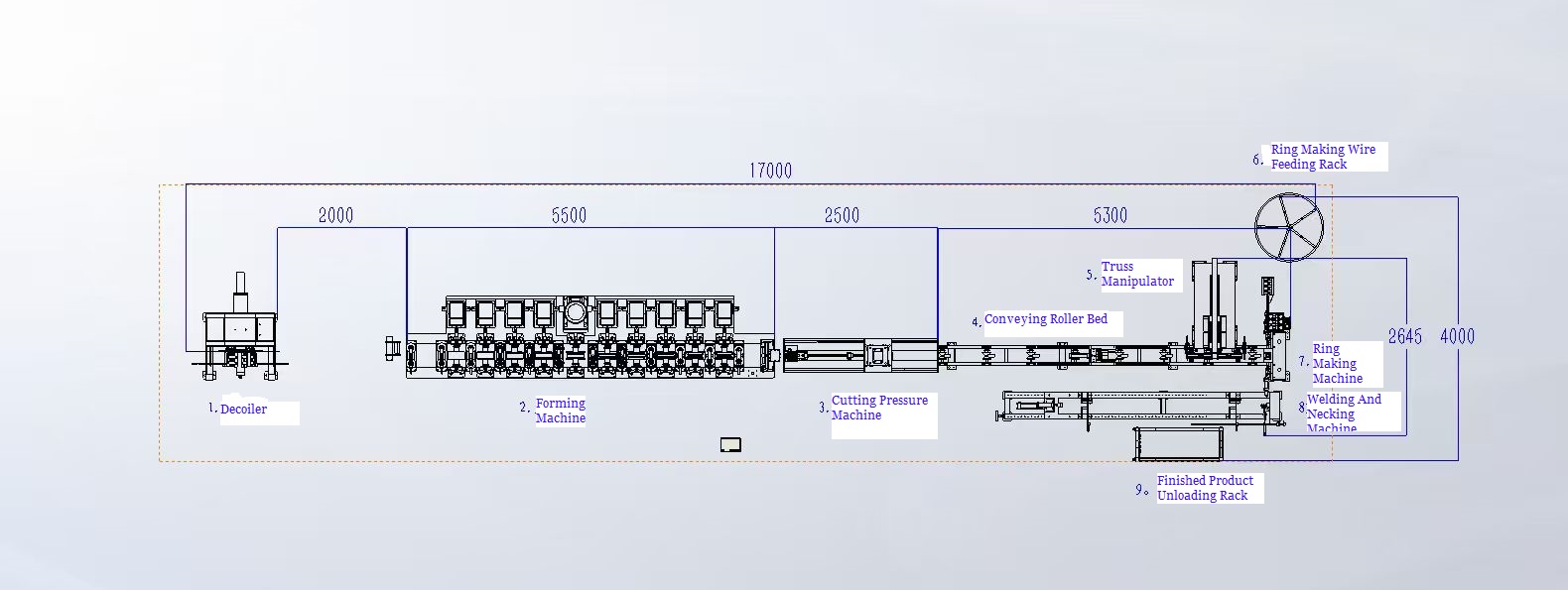
يتكون خط الإنتاج من: وحدة فك اللفائف الهيدروليكية سعة 3 أطنان → آلة تشكيل براغي التثبيت → وحدة العد والتشكيل والقطع → وحدة التغذية → ذراع الروبوت الجسري → طاولة تجميع الحلقات → آلة صنع الحلقات → آلة لحام الحلقات → خزانة التحكم الرئيسية → المكونات الهيدروليكية → قادوس تجميع المنتج النهائي.
يدخل شريط الفولاذ إلى آلة التشكيل، حيث يُشكّل بالدرفلة عبر عشر مراحل لإنتاج أجسام مسامير التثبيت بستة مواصفات بأقطار 39 مم، 40 مم، 43 مم، 44 مم، 47 مم، و48 مم على التوالي. يبلغ قطر العمود الرئيسي لمسمار التثبيت 70 مم، وهو مصمم بخيوط لولبية يمينًا ويسارًا. زُوّد جانبا الأسطوانة بصواميل قفل مزدوجة وحلقات قفل لمنع ارتخاء الأسطوانة. تُشغّل الآلة بواسطة محرك غير متزامن ثلاثي الأطوار بقدرة 15 كيلوواط، وتُنقل الطاقة إلى كل عمود تشكيل عبر صندوق توزيع الطاقة بعد تخفيض سرعته بواسطة مُخفّض سرعة، مما يضمن توازن الطاقة وتزامن سرعة كل عمود تشكيل. يتوفر جهاز تحكم عن بُعد لاسلكي للتشغيل والإيقاف.
تعتمد طريقة القطع على القطع الهيدروليكي المتتبع. تُركّب عربة التتبع على سكة التوجيه الخطية للإطار، ويُثبّت عليها جهاز القطع والتشكيل الهيدروليكي. يُرسل العداد تعليمات إلى جهاز القطع، فيدفع مسمار التثبيت العربة للانزلاق للأمام على طول سكة التوجيه الخطية، ويتتبع قالب القطع جسم المسمار إلى الطول المحدد وفقًا للتعليمات لقطعه وتشكيله. يُشغّل محرك سيرفو لولبًا كرويًا لإعادة العربة إلى موضعها الأصلي، فتتدحرج أجسام المسامير المقطوعة والمشكّلة إلى حوض التغذية، حيث يقوم المغذي بتوجيهها تلقائيًا إلى الموضع المخصص لها.
عند استلام إشارة التثبيت من الموضع المحجوز لوحدة التغذية، يقوم ذراع الروبوت ذو الذراع المتحركة (الذراع 1) بالتقاط جسم البرغي ونقله إلى محطة تجميع الحلقات، مع ضمان بقاء اتجاه شق البرغي ثابتًا أثناء الحركة. ويعمل الذراع ذهابًا وإيابًا لنقل أجسام البراغي بشكل متكرر، مع إمكانية تعديل السرعة ومسافة النقل.
عند استلام إشارة الاكتمال من آلة تصنيع الحلقات، يقوم الذراع الروبوتي ذو الهيكل الجسري (الذراع 2) بالإمساك بجسم البرغي ونقله إلى محطتي اللحام A وB في آلة لحام الحلقات، مع ضمان بقاء اتجاه شق جسم البرغي ثابتًا أثناء الحركة. ويعمل الذراع ذهابًا وإيابًا لنقل أجسام البراغي بشكل متكرر، مع إمكانية تعديل السرعة ومسافة النقل.
طاولة عمل تجميع الحلقات
عند استلام جسم البرغي الذي تم تسليمه بواسطة الذراع الروبوتية 1، تقوم أسطوانة الهواء بدفعه إلى الموضع المحجوز لآلة صنع الحلقات من أجل تجميع الحلقات بسرعة.
رف تغذية الأسلاك
:
يتم تركيب الحزمة الكاملة من الأسلاك المسحوبة على البارد بقطر 8 مم (المادة: Q195، خطأ الاستدارة في حدود 0.02 مم) على رف بكرة تغذية الأسلاك، ويتم سحب السلك المسحوب على البارد يدويًا وإدخاله في بكرة التغذية الخاصة بآلة صنع الخواتم.
آلة تصنيع الحلقات الهيدروليكية
:
تتألف هذه الآلة من بكرة تغذية سلكية، ووحدة تغذية مؤازرة، وآلة قطع وتشكيل هيدروليكية. تقوم هذه الوحدة بتقويم لفائف المواد الخام، وقطعها إلى طول محدد، ولف قضيب الفولاذ في الموضع المناسب لمسمار التثبيت دون فكه. يتم التحكم في عملية القطع والتشكيل بواسطة أسطوانات زيت هيدروليكية، بينما يتم التحكم في طول التغذية ومعايير التشكيل بواسطة وحدة تحكم منطقية قابلة للبرمجة (PLC)، ويمكن ضبط هذه المعايير عبر شاشة لمس.
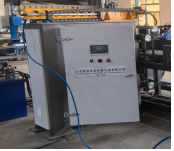
ماكينة لحام الحلقات
يتألف النظام من ماكينتي لحام ثاني أكسيد الكربون، مزودتين بمنصة لحام حلقات جسم البرغي ذات محطتين (المحطتان أ و ب). عند استلام جسم البرغي مع الحلقة الفولاذية بواسطة ذراع الروبوت (الذراع 2)، تقوم محطتا اللحام (أ و ب) بعملية لحام سريعة ودقيقة، مع الحصول على خطوط لحام كاملة وناعمة. ويمكن ضبط التيار والجهد الكهربائي لماكينة لحام الحلقات عن بُعد.
قادوس تجميع المنتج النهائي
:
بعد أن تُفرغ آلة اللحام الحلقي مسامير التثبيت الملحومة، تتدحرج تلقائيًا إلى قادوس تجميع المنتج النهائي. يعمل الجهاز باستمرار دون تدخل يدوي.
وحدة التحكم
:
يتحكم في العمليات من 1 إلى 10 ويدعم التشغيل عن بعد لاسلكيًا.
محطة هيدروليكية
:
يستخدم بواسطة وحدة القطع الهيدروليكية وآلة صنع الحلقات الهيدروليكية.
المعايير الرئيسية والبيانات الأساسية للمعدات
1. المعايير الفنية للمعدات
1.1 قطر العمود الأفقي: 70 مم
1.2 ارتفاع مركز العمود السفلي: 140 مم
1.3 مسافة مركز ضبط العمود الرأسي: 135-160 مم
1.4 المسافة بين الأعمدة الأفقية الأمامية والخلفية: 400 مم
1.5 قطر عمود الدوران الرأسي: φ25 مم
1.6 نطاق ضبط بكرتين رأسيتين: 90-170 مم
2. البيانات الرئيسية
2.1 سرعة التشكيل: 4-12 متر/دقيقة، قابلة للتعديل
2.2 المحرك الدوار الرئيسي: 15 كيلو واط
2.3 مخفض السرعة: K107
2.4 قدرة محرك محطة الضخ الهيدروليكي: 7.5 كيلوواط
2.5 سُمك الدرفلة للوحدة: 2.7 مم لشرائح الصلب Q195-Q355
2.6 طول ثابت: 1.8-2.4 متر
معدل إنتاج مسامير التثبيت في الدقيقة: 4.5 قطعة ±1
2.8 ذراع روبوت جسري: مجموعة واحدة (محطتان: أ، ب)
2.9 ماكينة تصنيع الحلقات الهيدروليكية: مجموعة واحدة
2.10 وحدة لحام الحلقات: مجموعة واحدة
| لا | اسم الآلة | وحدة | الكمية | ملاحظات | صور |
| 1 |
رف تغذية بشد هيدروليكي
|
تعيين | 1 |
بما في ذلك محطة هيدروليكية
|

|
| 2 |
آلة تشكيل براغي التثبيت الرئيسية
|
تعيين
|
1 |
يتضمن مجموعة واحدة من لوحات التغيير السريع للمواصفات
|

|
| 3 |
وحدة القطع والتشكيل
|
تعيين
|
1 |
بما في ذلك محطة هيدروليكية
|

|
| 4 |
رف نقل قضيب التثبيت
|
تعيين
|
1 |
طوله 3.5 متر
|

|
| 5 |
خزانة كهربائية
|
تعيين
|
1 |
لخط الإنتاج بأكمله
|
|
| 6 |
ذراع روبوتية ذات دعامة جسرية
|
تعيين
|
1 |
يشمل ذلك وحدتين: الرفع والنقل
|

|
| 7 |
ماكينة تصنيع الحلقات الهيدروليكية الأوتوماتيكية
|
تعيين
|
1 |
يتضمن ذلك مجموعة واحدة من قوالب المواصفات وطاولة عمل لتجميع الحلقات
|

|
| 8 |
ماكينة لحام الحلقات الأوتوماتيكية (محطتان)
|
تعيين | 1 |
بما في ذلك ماكينتي لحام من طراز باناسونيك 350
|

|
| 9 |
قادوس التجميع
|
تعيين | 2 |
-
|

|
| 10 |
قوالب آلة صنع الخواتم
|
تعيين | 1 |
-
|
|
| 11 |
أطباق التغيير السريع
|
تعيين | 1 |
لمسمار تثبيت منقسم بقطر 39 مم
|
|
| 12 |
أطباق التغيير السريع
|
تعيين | 1 |
لمسمار تثبيت منقسم بقطر 40 مم
|
|
| 13 |
أطباق التغيير السريع
|
تعيين
|
1 |
مسمار تثبيت منقسم بقطر 43 مم
|
|
| 14 |
أطباق التغيير السريع
|
تعيين
|
1 |
مسمار تثبيت منقسم بقطر 44 مم
|
|
| 15 |
أطباق التغيير السريع
|
تعيين
|
1 |
لمسمار تثبيت منقسم بقطر 47 مم
|
|
| 16 |
آلة صنع الخواتم شبه الأوتوماتيكية (اختيارية)
|
تعيين
|
1 |
بما في ذلك جهاز فك لفائف قضبان الصلب
|

|
| 17 |
ماكينة لحام حلقي شبه أوتوماتيكية (محطة واحدة)
|
تعيين
|
1 |
113000؛ بما في ذلك ماكينة لحام باناسونيك 350 واحدة
|

|
| 18 |
قاطع علوي لمسمار التثبيت
|
أجهزة الكمبيوتر | 1 |
النوع T
|
|
| 19 |
قاطع سفلي لمسمار التثبيت
|
قطع | 1 |
-
|
|